Ça dépend de ta version de Cura. Avec la 4.8, c’est dans “Préférences” → “Configurer Cura”. Là tu choisis “Matériaux” dans le menu à gauche. Sélectionne alors ton matériau soigneusement peaufiné au fil des impressions ou bien clone “Generic PLA” si tu n’en as pas encore. Enfin dans l’onglet “Paramètres d’impression” tu trouveras les paramètres “Distance de rétractation” et “Vitesse de rétractation”. Pour info, je suis passé de respectivement 5.00 mm et 45 mm/s à 6.00 mm et 25 mm/s. (Plus longue rétractation mais moins rapide.)
Le but est d’éviter que du PLA reste au ras de la sortie sans que le mouvement de recul ne provoque un effet de reflux et qu’une goutte de PLA fondu gicle au contraire hors de la buse.
De mémoire, pour atteindre ces paramètres avec Cura 4.5 il faut choisir “Imprimantes” et non pas “Matériaux”. Puis cliquer sur le bouton “Paramètres de la machine” et dans la nouvelle fenêtre choisir l’onglet “Extruder 1”.
À vérifier cependant car ma mémoire est incertaine
Houlà… j’ai bien un Cura 3.8, qui reste une jungle ergonomique pour moi.
J’ai déjà mis du temps à trouver les réglages de base, si je touche aux trucs chelous je vais tout péter
Bah ! Le 3.8 découpe moins bien mais il se charge plus vite.
Et non, si tu clones la machine ou le matériau, tu peux ensuite utiliser celui que tu veux : tu ne pètes rien.
Le tout est de comprendre à quoi correspond chaque paramètre et à saisir quels mécanismes sont en jeu. (Pour le stringing, j’ai mis du temps, ça me semblait contre-intuitif)
Y avait longtemps que je n’avais pas vu une UI aussi tordue et non-intuitive !
Grâce à tes indices je pense avoir généré un .gcode avec tes paramètres de rétraction… reste plus qu’à essayer
Je reconnais que l’interface pique aux yeux.
Le fait que l’on puisse accéder à la plus part des paramètres par trois chemins différents n’arrange pas les choses.
Mais j’ai trouvé le gcode généré meilleurs que celui de Prusa Slicer. (Pour mon imprimante dans mes conditions d’utilisation, hein. Ce n’est pas un jugement absolu : trop de paramètres sont en jeu.)
J’ai hâte de connaître le résultat : je me demande toujours si les réglages pour une imprimantes sont valables pour une autre. Si je vois bien les relations ici, cela dépend du nozzle, de la ventilation et du stepper de l’extrudeur.
(Ha, ha, je fais le geek avec des mots en anglais… )
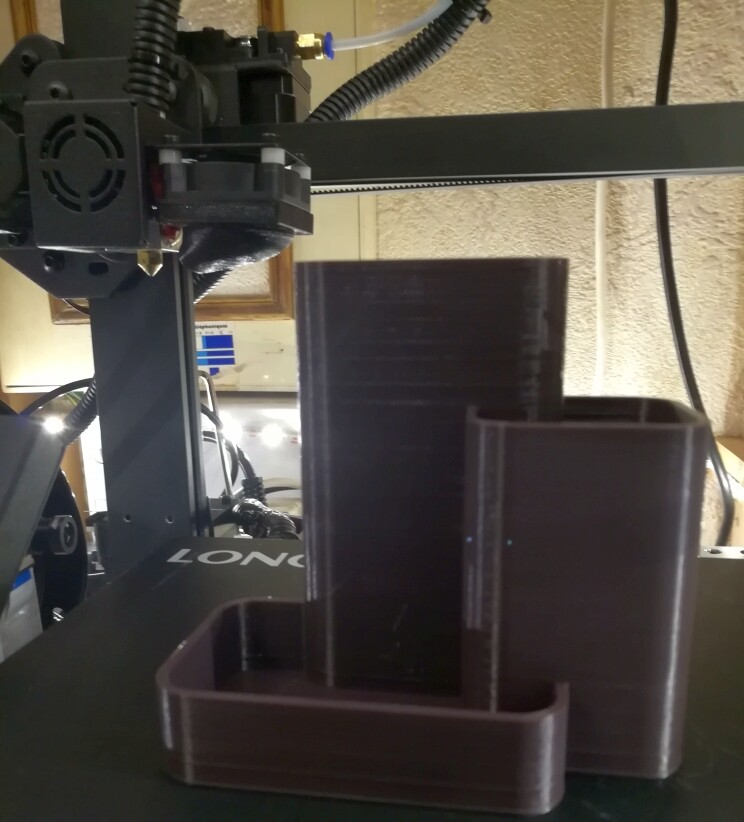
C’est un gadget porte-cartes/clés/monnaie : sous le couvercle on peut caser une ou deux clés ou pièces ou billets.
Les cartes sont dans le compartiment du bas (1 à 5), elles sortent quand on fait pivoter le couvercle, trop la classe
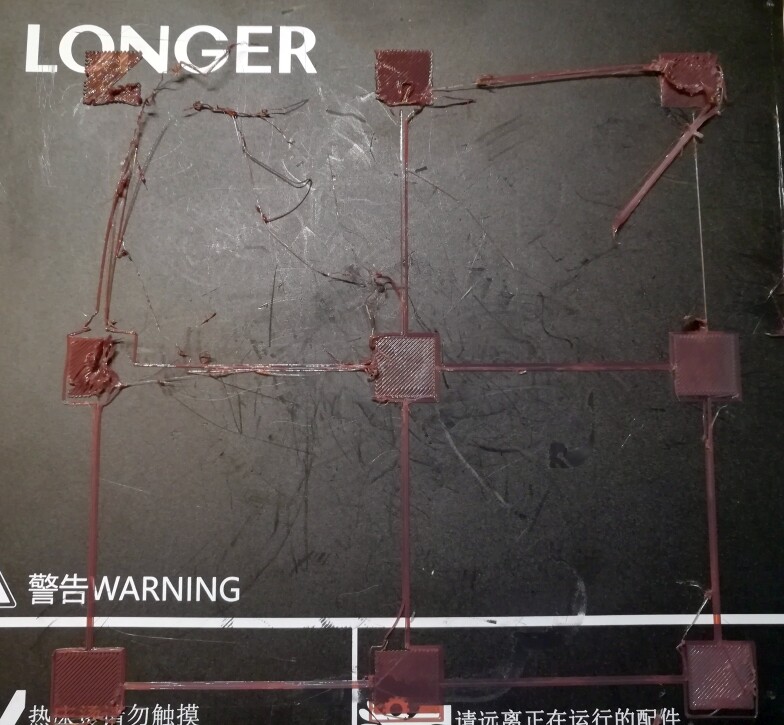
Tu n’as pas les deux bout de fils qui se ballade sur la photo d’il y a quelques jours. Mais en effet, rien de flagrant.
Pour les deux creux, il n’y a pas de raison de rétracter à cet endroit. Pour celui un peu large qui est dans le sens de la trame, on dirait une rétractation du PLA (peut-être une différence de température lors de l’impression. J’ai ça parfois quand j’imprime avec la porte fenêtre ouverte en été. Du coup j’ai monté à 5 le “Nombre de couches plus lentes”. Cela laisse le temps au PLA de se déposer correctement sans vraiment ralentir l’impression au final (perte d’une minute sur une impression de deux heures environ).
Pour celui qui est transversal, il est probablement dû à la tête qui passe d’un point de la périphérie à l’autre en traînant du PLA derrière elle. Tu peux l’interdire aussi dans Cura : “Mode de détour” à “Pas dans la couche extérieure”.
Cela dit, la LK4 n’avait pas imprimé depuis plus d’une semaine aussi, j’ai juste lancé sans refaire le niveau, et hop !
Même si c’est pas parfait, c’est quand même un gros progrès par rapport à tous les échecs passés, ton soutien moral et tes conseils n’y sont pas pour rien !
Et le fait d’être dans un environnement stabilisé (caisson ou placard) est probablement déterminant, surtout à cette saison…
Si tu es en RP, mon fils serait ravi que tu le débarrasses de celui que j’ai bricolé depuis l’automne dernier, et qui faisait pas mal son boulot
(petite couronne Sud, à 2km de la porte d’Orléans sur la D920)
(annonce sérieuse, plaisantins s’abstenir )
Allez, la bonne blague du Dimanche :
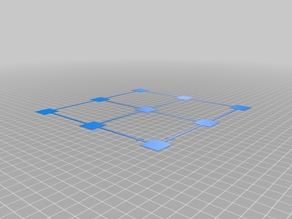
En me promenant sur Thingiverse je tombe là-dessus…
…et je me dis, fastoche, un p’tit bed-level check monocouche, y avait longtemps !
Cela dit, je suis de plus en plus convaincu que l’extrudeur en plastique d’origine sur la LK4 est une sombre daube.
Aux premiers essais j’avais encore la buse qui se promenait dans le vide en extrudant de l’air chaud et le bowden vide…
J’ai fait un déchargement/rechargement du filament, en le poussant dans le bowden pour être sûr qu’il arrivait jusqu’à la buse, et là c’est parti…
“M’enfin !?”, comme aurait dit Gaston Lagaffe